Mergers and Acquisition หรือ M&A เป็นการกระบวนการที่จะเกิดขึ้นระหว่างสองบริษัท โดยอาจจะเป็นการรวมบริษัท (Merger) หรือการซื้อขายกัน (Acquisition)
ในงาน Process Safety Engineering ก็มีส่วนเกี่ยวข้องกับกระบวน M&A เป็นอย่างมากในแง่เงินลงทุนที่จะนำมาใช้ในการจัดซื้อ เหตุที่เป็นเช่นนั้น เพราะความอันตรายตรงหน้า เช่น สภาพของอุปกรณ์ เครื่องจักรที่เริ่มมีอายุมากใช้งานขึ้น การสั่นสะเทือน การกัดกร่อนภายนอก การที่อุปกรณ์ไฟฟ้าหรืออุปกรณ์อิเล็กทรอนิกส์ใกล้หมดอายุ เปรียบเสมือนส่วนยอดของภูเขาน้ำแข็งเท่านั้น ยังมีปัญหาอีกมากซ่อนอยู่ข้างล่าง ดังนั้นงานของ Process Safety คืองานที่จะต้องขุดหาปัญหาเหล่านั้นจากข้อมูลที่มี เพื่อป้องกันไม่ให้เกิดอันตรายขึ้นมาจริงๆ
ซึ่งตัวแปรที่สำคัญมากที่ใช้ในการวิเคราะห์ผลงานที่ผ่านมาเกี่ยวกับด้าน Process Safety ได้แก่
- เหตุการณ์อุบัติเหตุ Major Accident Event (MAE)
- ความถี่ในการเกือบที่จะเกิดอุบัติเหตุใหญ่ High Potential Incident (HPI)
- Record of Loss Of Primary Containment (LOPC) incidents ในปีที่ผ่านๆมา
- อุบัติเหตุที่มีผู้เสียชีวิต
- ความถี่ในการในการเกิดอุบัติเหตุถึงขั้นต้องหยุดงาน Lost Time Injury Frequency (LTIF)
- อัตราการเกิดอุบัติเหตุรวม Total Recordable Incident Rate (TRIR)
- อัตราของเหลวรั่วไหลลงสู่สิ่งแวดล้อม Spill Rate
และเนื่องจากในระหว่างกระบวนการ M&A ส่วนใหญ่จำนวนคนที่สามารถเข้ามาตรวจสอบอาจถูกจำกัดทำให้ในบางครั้ง Process Safety Engineer ก็รับหน้าที่ในดูงานในทุกด้านที่เกี่ยวข้องกับ Safety Security Health and Environment หรือ SSHE
Verification subjects
ยกตัวอย่างงาน Process Safety Engineering และงานที่เกี่ยวข้องทางด้าน SSHE ที่จะต้องตรวจสอบในระหว่างกระบวนการ M&A ถ้าเราเป็นในฝ่ายผู้ซื้อ เช่น
- ระบบที่เกี่ยวข้องกับ Operational Safety เช่น PTW, Unsafe Act & Unsafe Cond, Hazard Hunt, Inhibit Override, Shift hand over, Management Of Change (MOC) และ SSHE KPI ว่าเป็นอย่างไร มีระบบเหล่านี้หรือไม่ ควบคุมและจัดการอย่างไร
- ระบบที่เกี่ยวข้องกับ Process Safety เช่น LOPC prevention program, Safety Barrier Management, และ Process Safety Indicator ว่าเป็นอย่างไร มีระบบเหล่านี้หรือไม่ ควบคุมและจัดการอย่างไร
- วัฒนธรรมองค์กรด้าน SSHE หรือ SSHE Culture ว่าเป็นอย่างไรในแง่ Leadership โดยสามารถตรวจสอบได้จาก SSHE Plan กับ SSHE promotion campaign ว่าจะเน้นหนักไปทาง Operational Safety หรือ Process Safety
- ประวัติอุบัติเหตุ Incident History และ Incident Investigation Report โดยดูว่าสามารถหา Root Cause และ Contribution Factor ได้ตรงไหม
- Status of recommendations ของเอกสารที่เกี่ยวกับ SSHE เช่น Safety Case, ALARP study, HAZID, HAZOP และระบบ Tracking status ดูว่ามี Backlog หรือ deferral เยอะไหม
- ระบบการดูแลรักษา Preventive Maintenance และ Corrective Maintenance ของอุปกรณ์ที่มีความสำคัญสูงในงานด้านความปลอดภัย Safety Critical Element (SCE) ดูว่ามี Backlog หรือ deferral เยอะไหม
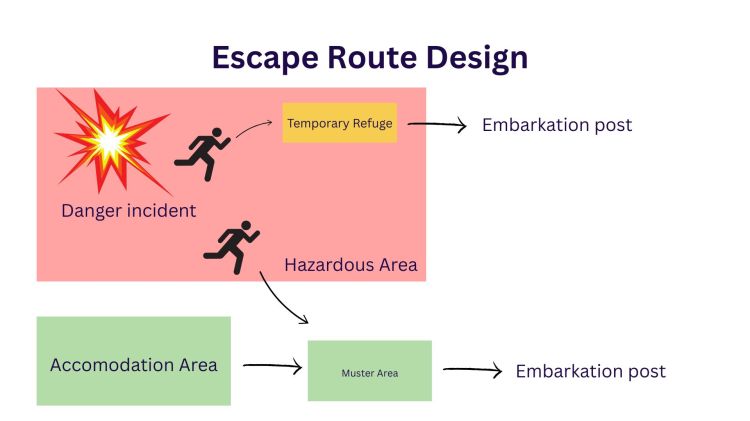
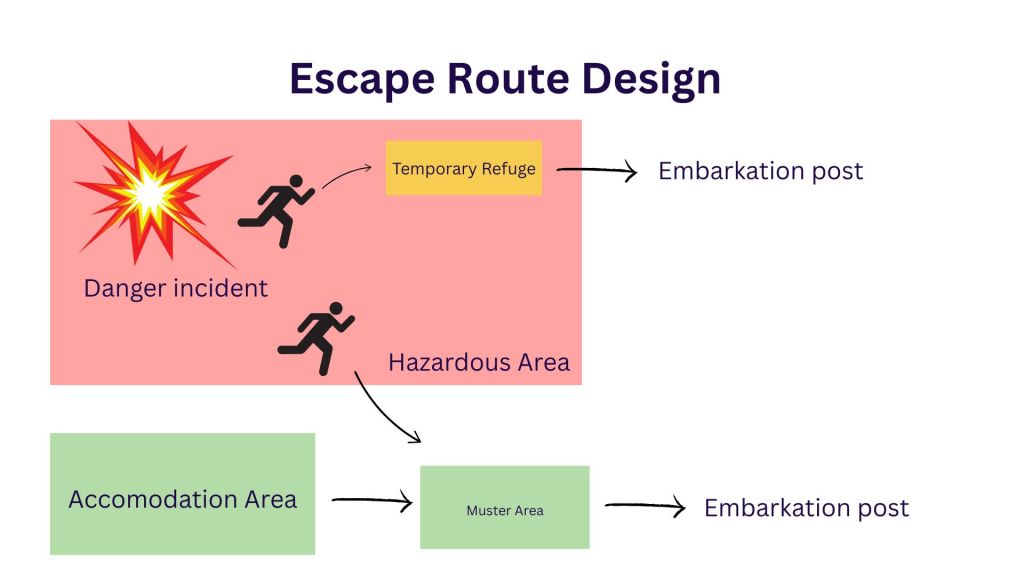
- แผน Emergency Response and Evacuation Plan ว่ามีการแยก Tier ยังไง ทำการซ้อมบ่อยแค่ไหน แล้วมีการซ้อมกับหน่วยงานข้างนอกไหม
- ระบบรักษาความปลอดภัย Security เช่น Security Door, Guard, CCTV
- ระบบจัดการด้านสิ่งแวดล้อม Environment Managment เช่น Contaminated Waste Management, Food Waste Management, Hazardous Waste Management, Solid Water Management ว่าทำอย่างไร monitor อย่างไร
- ด้านความสอดคล้องทางด้านกฏหมาย Law and Registration Compliance และ Insurance
- สุดท้ายคือด้านการ People Competency and Training ว่ามี Training Matrix ประวัติการอบรมมี Job Family เพื่อเป็นแรงจูงในการได้รับ promotion หรือไม่
Information for Mergers and Acquisition (M&A)
โดยข้อมูลต่างๆข้างล่างจำเป็นที่จะต้องใช้ในการวิเคราะห์ผลงานที่ผ่านมาเกี่ยวกับ Process Safety และ SSHE เช่น
- วันที่ Asset ถูกสร้าง, วันที่มีการขยายกำลังการผลิต expansion
- Safety Case
- เอกสารที่เกี่ยวกับ SSHE performance เช่น SSHE KPI
- เอกสาร Finding, Observation, Corrective Action และ Status Tracking ของ Audit ต่างๆ เช่น
- Internal Audit
- External Audit เช่น Insurance
- Compliance Audit
- เอกสารด้านการจัดการด้านความปลอดภัย SSHE Management Standard
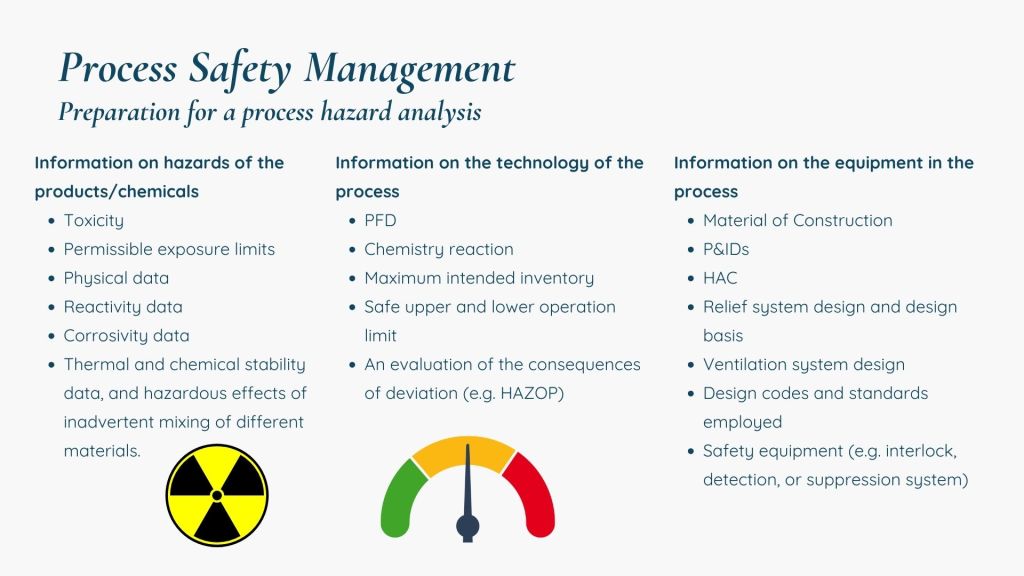
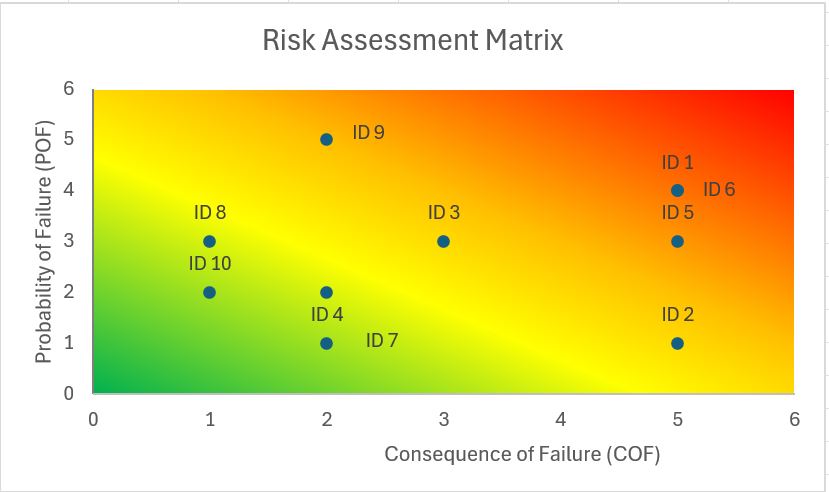
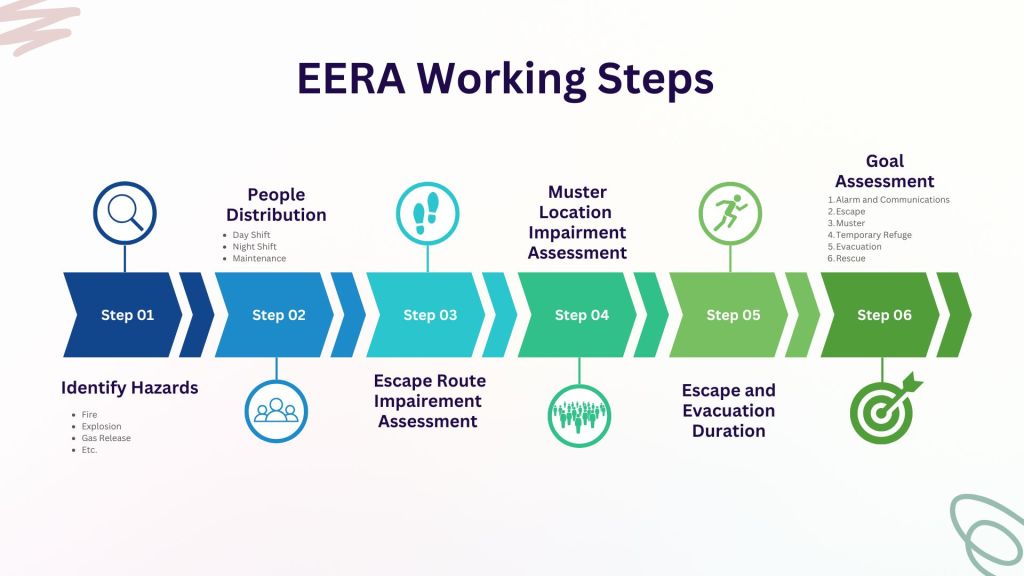
- เอกสารที่เกี่ยวกับ Technical Safety Studies เช่น HAZID, HAZOP, FERA, QRA, EERA, HAC และอื่นๆ เพื่อนำมาดู Recommendation list ต่างๆ
- เอกสารที่เกี่ยวกับ Safety Critical Element (SCE) ในแง่การจัดการ เช่น MOC List, PM and CM List เพื่อนำมาดู backlog และ overdue duration
- เอกสารที่เกี่ยวกับ Safety Critical Element (SCE) ในแง่การควบคุมคุณภาพ เช่น Performance Test Record ของ Fire Water Pump, Pressure Safety Valve
- เอกสารที่กับ Incident Investigation Report
Site Visit for Mergers and Acquisitions (M&A)
แน่นอนว่าหนึ่งในกิจกรรมที่สำคัญของ M&A คือการทำ Site Visit เพื่อทำการตรวจสอบข้อมูลข้างต้นว่ามีความสอดคล้องกันไหม โดยกิจกรรมก็ควรจะประกอบไปด้วยทั้งการทำ Walk through และสัมภาษณ์ Interview แต่ด้วยเวลาที่จำกัด หัวข้อที่สามารถทำการตรวจสอบอาจจะมีจำกัด โดยอาจจะยกหัวข้อใหญ่ๆเช่น
| หัวข้อ | ประเด็นที่ควรตรวจสอบ |
| Facility condition | Severe corrosion? |
| Plant layout | Congestion? |
| Sample of MOC | Actual equipment implementation? |
| Sample of HAZID, HAZOP recommendation | Actual equipment implementation? |
| SCE i.e. ESDV, Fire Pump, Blowdown Valve, PSV | Severe corrosion? ผลการทดสอบล่าสุด |
| Control Room | Congestion? |
| F&G | Physical condition? |
| Life Saving Equipment | Physical condition and accessible? |
| Fire Fighting Equipment | Physical condition and accessible? |
| Food Waste, Hazardous Waste, Contaminated Water | Control? |
| Medical | Physical condition? |
| Security | Physical condition? |