The Safety Requirement Specification (SRS) is a crucial document in the field of functional safety engineering. It is a comprehensive document that outlines the safety-related requirements for the system, product, or process.
The objective of SRS, as given in [IEC 61511-1, 10] is “to specify the requirement for the SIS, including any application programs and architecture of the SIS”.
The example of safety instrumented systems might include:
- Shutdown systems for processes;
- Fire and gas detection;
- Railway Signalling;
- Interlocks for dangerous machinery.
Hence, the primary purpose of the SRS is to ensure safety goals are clearly defined and the necessary measures are taken to achieve and maintain functional safety throughout the entire lifecycle of the system. The following are the key components of SRS.
1. System Overview – An introduction and high-level description of the system under consideration. This section provides context for the safety requirements and describes the purpose and functionality of the system.
- Identify Regulatory requirements and project specifications
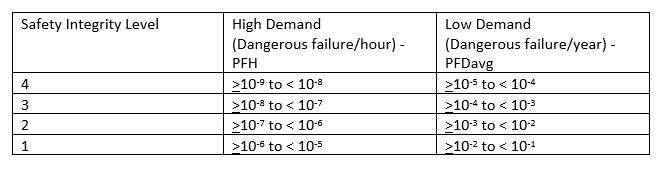
- Identify the target SIL. (e.g. SIL-1, SIL-2, SIL-3)
- Identify the possibility of Common Cause Failure (CCF) (e.g. HAZID, Human Errors)
2. Safety Goals and Objectives – Clearly defined safety goals and the objective that the system must achieve. Safety goals are often derived from the results of a systematic hazards and risk analysis.
- Describe the objective of the safety function. (e.g. PHA, HAZOP, LOPA, FMEA)
- To prevent tank overfilling by closing the inlet valve on a high liquid level;
- To prevent vessel overpressure by opening the vent valve on a high pressure.
- Describe all the SIF necessary to achieve (e.g., cause and effect diagram, logic narrative)
3. Functional Requirements – Details descriptions of the safety functions that the system must perform. This includes specifying the input conditions, expected behavior, and output conditions of each safety function.
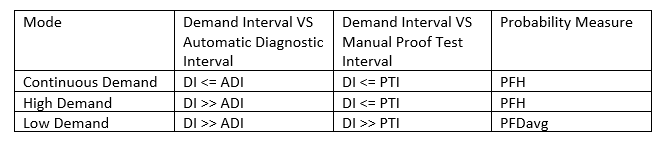
- Identify the required SIL and mode of operation (e.g., Low demand/ Continuous)
- Identify the Safe State where the safe state is defined as the state of the process when safety is achieved (e.g., Fail Open, Fail Close, Fail Last)
- Identify the input condition (e.g. operating range, accuracy, trip set point, number of input, type of input, and architecture)
- Identify the logic functions and required permissive, if any (e.g. logic diagram)
- Describe the output actions and the criteria for successful operation. (e.g. number of output, type of output, architecture, and feedback)
- Describe the failure mode for each SIF (e.g. alarm, automatic shutdown)
- Identify the function requirement for the operation (e.g. manual shutdown, manual/semi-auto/automatic final element reset)
- Identify the function requirement for preventive maintenance (e.g. by-pass)
4. Performance Requirements – Quantitative or qualitative criteria that the system must meet to achieve the desired level of safety. This may include requirements related to Safety Integrity Level (SIL), availability, reliability, and other performance metrics.
- Identify sources of demand and demand rate (e.g. SIL Classification, Historical accident frequency)
- Identify the maximum allowable Spurious Trip Rate (STR);
- Identify the requirement of Proof Test Interval (PTI);
- Identify the achievement of the Probability of Failure average (PFDavg)
- Identify the function Response Time (RT) to bring the process to a safe state within the process safety time (Detection time + Processing time + Actuation time + Feedback time)
- Identify the Mean Repair Time (MRT)
- Identify the time required for survival against MAE (e.g. 2 hr fireproof safe)
5. Interface Requirement – Specifications for the communication and interaction between system components, especially those relevant to safety functions. This ensures that the safety-critical information is exchanged accurately and reliably.
- Identify all interfaces between SIS and the other system, if any (e.g. DCS, HMI, PLC, human)
- Identify limitations and constraints of the hardware and embedded software.
6. Environmental and Operational Conditions – Description of environmental and operational conditions under which the system is expected to operate safely. This may include temperature ranges, humidity levels, and other environmental factors.
- Identify the environmental condition (e.g. temperature, humidity, harsh marine environment, HAC, flooding, lightning)
7. Validation and Verification Requirement – Criteria and procedures for validating and verifying that the system meets the specified safety requirements. This involves testing, analysis, and other verification activities throughout the system development and operation.
- Identify proof test procedure (e.g. frequency, work instruction, provision of temporary safety device that has to be provided during proof test interval, human aspects, consequence if the proof test goes wrong)
- Identify procedures for shutdown, starting up, and restarting the SIS.
8. Documentation Standards – Guidelines for documenting and managing safety-related information throughout the lifecycle of the system. This ensures that the records are maintained and that changes to the system are properly documented.
9. Dependencies and Constraints – Identification of any dependencies or constraints that may impact the achievement of safe goals. This includes external factors that need to be considered in the system design and operation.